 by
by 气体保氩弧焊用什么气
气保焊用的都是二氧化碳或氩气,CO2焊工作效率高,氩气保护焊关键焊铝、钛、不锈钢等原材料。电弧焊要用焊条焊接,助焊剂保护。助焊剂像碎石子把电弧埋上。主要运用于焊接厚钢板。气保焊伤害是电弧尘土对电焊工健康产生影响。
氩弧焊机是采用氩气做为保护气体的一种焊接技术性。又被称为氩气体保护焊。便是在电弧焊的周边接通氩气保护气体,将空气隔离在焊区外,避免焊区域空气氧化。氩弧焊技术是在普通电弧焊的基本原理的前提下,运用氩气对金属焊接材料的保护,通过高电流量使焊接材料被焊基材上融化成液体产生溶池,使被焊金属和焊接材料做到冶金结合的一种焊接技术性,因为在高温熔融焊接中逐渐送进氩气,使焊接材料不能跟空气中氧气触碰,从而避免了焊接材料的氧化,所以可以焊接不锈钢板、铁类五金合金。
co气体保护焊工作原理
保护气体在电弧周边导致气体保护层,将电弧、溶池和空气分隔,避免有危害气体产生的影响,并确保电弧稳定燃烧。气体保护焊,可以按照电极的情况、操作模式、保护气体类型、电气特性、正负极、应用领域等各个进行归类。
根据实际情况的差异,气体保护焊可选择不同的气体,常见的保护气体有二氧化碳、氩气、氮气、H2及混和气体。
气体保护焊的优势是:电弧线形好,对心非常容易,易实现多部位焊接和自动焊接;电弧发热量集中化,溶池小,焊接速度更快,焊接热影响区窄小,焊接件变形小,抗裂纤维能力很强,焊接质量好。主要缺点不适合在风的感觉场所焊接,电弧紫外光线极强。
sa216wcc与20g焊接用哪种焊丝
sa216wcc与20g焊接用J506焊丝。热键入增大时,焊接热影响区总宽扩大,加热至高温地区变宽,焊接件在高温下的停留的时间提高,与此同时制冷速度减慢。
气体保护电弧焊用另加气体做为电弧物质并保护电弧和焊接区域电弧焊称之为气体保护电弧焊,通称气电弧焊接。气电弧焊接与其他焊接方法相比,具有以下特点。
什么叫水蒸汽保护焊
水蒸汽保护电弧焊接是电弧焊,
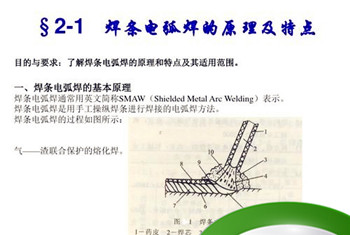
是一种以电弧做为热原,运用气体充放电的物理变化,将能量转化为焊接所需要的热量和机械动能,以达到联接金属目地。关键方式有焊丝电弧焊、电弧焊、气体保护焊等,这是应用最广泛、最主要的电弧焊接方式,占焊接生产制造总数的60%之上。
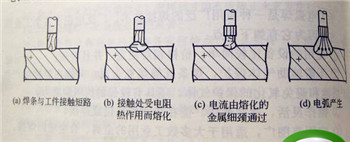
焊丝电弧焊是工业生产中应用最广泛的焊接方式,它原理是利用电弧充放电(别名电弧点燃)所的热量将焊丝与工件相互之间熔融并且在冷疑后产生焊接,从而得到坚固接头焊接全过程
什么叫气体焊接
一、焊接不同1、二氧化碳气体焊接:应用二氧化碳做为保护气体的焊接方法。
2、二氧化碳混合气体焊接:应用二氧化碳跟氩气混合在一起的焊接方法。
二、效果不同1、二氧化碳气体焊接:因为二氧化碳气体热工艺性能的独特危害,应用基本焊接开关电源时,焊条端部熔融金属材料不太可能产生均衡的径向随意衔接,往往需要选用短路故障和熔滴缩径爆断、因而,与MIG焊随意衔接对比,溅出比较多。
2、二氧化碳混合气体焊接:运用氩气对金属焊接材料的保护,通过高电流量使焊接材料被焊基材上融化成液体产生溶池,使被焊金属和焊接材料做到冶金结合的一种焊接技术性,因为在高温熔融焊接中逐渐送进氩气,使焊接材料不能跟空气中氧气触碰,从而避免了焊接材料的氧化。三、用途不同1、二氧化碳气体焊接:焊接方式已经成为黑色金属材料最关键焊接方法之一。
2、二氧化碳混合气体焊接:适用焊接易氧化稀有金属和碳素钢(一般是用Al、Mg、Ti及其合金和不锈钢材质焊接);适用单面焊两面成型,如打底焊和管道焊接;电弧焊接还适用于金属薄板焊接。
电弧焊接气罐有什么气体
焊接使用的气体依照焊接方法可分为如下所示:
一、气割焊接使用的气体有O2、乙炔气体
燃烧气体大多为O2,易燃气体通常采用乙炔气体、压缩天然气等。所采用的焊接原材料主要包含易燃气体、燃烧气体、焊条、气割溶液等。特性设备简单无需要用电量。机器设备主要包含氧气罐、乙炔瓶(如果采用乙炔气体做为易燃气体)、气体减压阀、焊机、橡胶软管等。因为常用贮存气体的气罐为高压容器、气体为易燃易爆物品气体,所以这类方法是什么全部焊接方式中危险因素最高之一。
二、氩弧焊机焊接使用的保护气体有氩气、或是氮气。
氩弧焊机焊接用常见的可塑性气体是氩气。它是一种无气味的气体,在空气的含量为0.935%(按体积计算公式),氩的熔点为-186℃,处于氧气氦的熔点中间。氩气是氧气厂分馏液态空气制取氧气时候的副产物。
氩气是一种比较理想的保护气体,比空气的密度大25%,在立焊时有益于对焊接电弧开展保护,减少了保护气体消耗。氩气是一种化学特性很不活泼可爱的气体,即便高温下都不与金属发生反应,进而没了合金成分空气氧化烧蚀及随之而来的一系列问题。氩气都不溶解于液态的金属材料,因此不会造成出气孔。氩是一种单原子气体,以分子的状态存有,高温下并没有分子结构溶解或分子吸热反应的情况。氩气的比热和导热水平小,即自身摄取量小,往外热传导也比较少,电弧中的热量不容易流失,使焊接电弧点燃平稳,发热量集中化,有益于焊接地进行。
氩气的缺点是水解势比较高。当电弧室内空间充斥着氩气时,电弧的点燃比较困难,但电弧一旦点燃以后就很稳定。
三、二氧化碳气体保护焊接使用的二氧化碳气体
二氧化碳常温状态是一种无气味、不可燃的气体,密度比空气大,略易溶于水,和水反应形成炭酸。
二氧化碳气体保护电弧焊(通称CO2焊)要以二氧化碳气为保护气体,开展焊接的办法。(有时候选用CO2 Ar的组合气体)。在领域应用使用方便,适宜自动焊机和多方位焊接。焊接时抗冲击能力较差,适宜室内作业。因为其成本费用低,二氧化碳气体易生产制造,广泛用于各尺寸公司。因为二氧化碳气体的0热工艺性能的独特危害,应用基本焊接开关电源时,焊条端部熔融金属材料不太可能产生均衡的径向随意衔接,往往需要选用短路故障和熔滴缩径爆断、因而,与MIG焊随意衔接对比,溅出比较多。